

container glass
Continuous Control during the Production of Container Glass
Simultaneous Measurement
- Container glass, meaning for example bottles in all sizes and shapes, must be repeatedly monitored for its process- relevant temperature during the production process.
- When the molten glass exits through the feeder, the glass strand is cut. The thereby resulting molten glass grobs must have a temperature of about 1000 °C to ensure quality. Infrared thermometers and cameras with a short wavelength spectral response of 1 μm enable to measure the core temperature of the gob. With the innovative optris PI 1M a simultaneous measurement of multiple areas like three gobs in one image is possible.
Only a Few Seconds to React
- During the forming process, which takes place at temperatures of over 500 °C, infrared sensors are also used for monitoring. Since the process only takes a few seconds, the reaction of the sensors is of critical importance here. The thermal measurement of the glass can be influenced by direct measurement of the glass surface or indirect measurement of the surface of the forming tool for both the forming of the parison shape as well as during finishing of the mold.
Supported and Controlled
- To complete the finishing process, another temperature control to reduce tension takes place in the containers. The glass is heated again and subsequently gradually cooled in a cooling tunnel over a period of up to 30 minutes. When the containers exit the heating zone, the cooling process is supported and controlled by temperature measurement.
Float Glass Process
Production Optimization in the Float Glass Process
Precise Temperature Control
- After the tin bath, the flat glass band has a temperature of about 60°C; the first infrared camera in line scan mode is applied for temperature monitoring at the transition to the cooling zone. The glass is transported through different cooling sections where at several points infrared cameras are installed to observe the whole process and to ensure an optimal quality.
Process temperature
- 50 °C to 600 °C

Ensuring the Quality of Laminated Safety Glass
Adjust Heat when Necessary
- Laminated safety glass (LSG) consists of at least two flat panes of glass, which are laminated in a clean room with a sheet of PVB film between them. The temperature of the film can be monitored with infrared thermometers.
- In the preheating furnace, the glass panes are heated in order to melt the film and simultaneously press the “sandwich” together, to prevent air pockets.
- During the transition to the autoclaves, the temperature distribution is monitored with an infrared camera, in order to adjust the heating elements in the pre-lamination furnace for subsequent panes, when necessary
Process temperature
- 50 °C to 600 °C
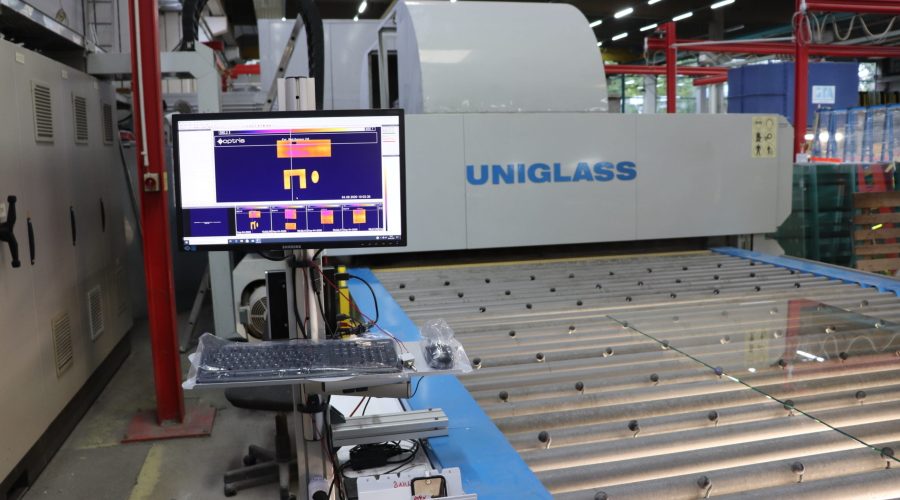
Low-E Glass Tempering
Solutions for Low-E Glass Tempering
Necessity of Referencing
- All kinds of glass, coated and uncoated, change their emissivity behaviour in dependency of the angle of view. Especially low-E coatings show an unusual behaviour. For a reliable and reproducible temperature measurement a referencing from underneath (uncoated glass surface) is necessary.
Process temperature
- 50 °C to 600 °C
Features
- Top down system with additional reference pyrometer from underneath for automatic emissivity correction
- Digitally controlled lens protection system (DCLP) avoids extra air purging
- Glass area calculation
- Pre-assembled system for easy installation as retrofit on glass tempering furnaces
- Automatic scan line adjustment – insensitive to distortions

Single-Pane Safety Glass Production
Single-Pane Safety Glass Production Temperature Monitoring
Homogeneous Thermal Treatment
- For the production of single-pane safety glass (SPSG), the cut and processed flat glass is heated in a furnace under continuous movement at over 600 °C. During the transport of the heated glass in the pretension zone, an infrared camera monitors the temperature distribution on the glass surface in line scan mode. In homogeneities can thus be compensated during the tempering process, in which the glass is air-cooled. The quality of the SPSG mainly depends on a homogeneous thermal treatment, which is ensured by the application of the correct temperature measurement technology.
Process temperature
- 50 °C to 600 °C
CONTACT US
Toshniwal Hyvac Pvt. Ltd.
Toshniwal Engineering & Systems Pvt. Ltd.
Toshniwal Infratech LLP.
#267, Kilpauk Garden Road, Chennai, Tamil Nadu - 600 010 (India)